Singletrack’s self-confessed rubber sniffer takes a tour of the Hutchinson tyre factory in France to see what puts the knobs into our knobblies.
Words & Photography james vincent

I’m floating in the centre of the fuselage of a large passenger jet having the time of my life. Except that I’m not really floating – I’m standing on solid ground about 100km from the nearest airport, on the outskirts of the quiet French town of Montargis. And the aircraft I’m in has no seats, no pilot and no crew, while the only passengers are myself, a fellow journalist, an Australian importer, and a technician from French tyre manufacturer Hutchinson (our guide Alex has chosen to sit this one out). Oh, and the aircraft doesn’t actually exist outside of the three walls I’m standing in, as it’s an incredibly accurate 3D projection, powered by a fridge-sized supercomputer tucked away in the corner of the room along with some of the largest video projectors I’ve ever seen.
In spite of this rather confusing set-up we’re all grinning like idiots, waving a fancy joystick around to control the model, taking it in turns to explore the inside of the aforementioned aircraft, while video cameras around the room track nodes on the glasses I’m wearing to position me within this virtual reality and make sure I’m seeing an accurate rendition of the aircraft.
Premier members only past this point
Join us by picking one of the membership options below to access this and thousands of other articles.
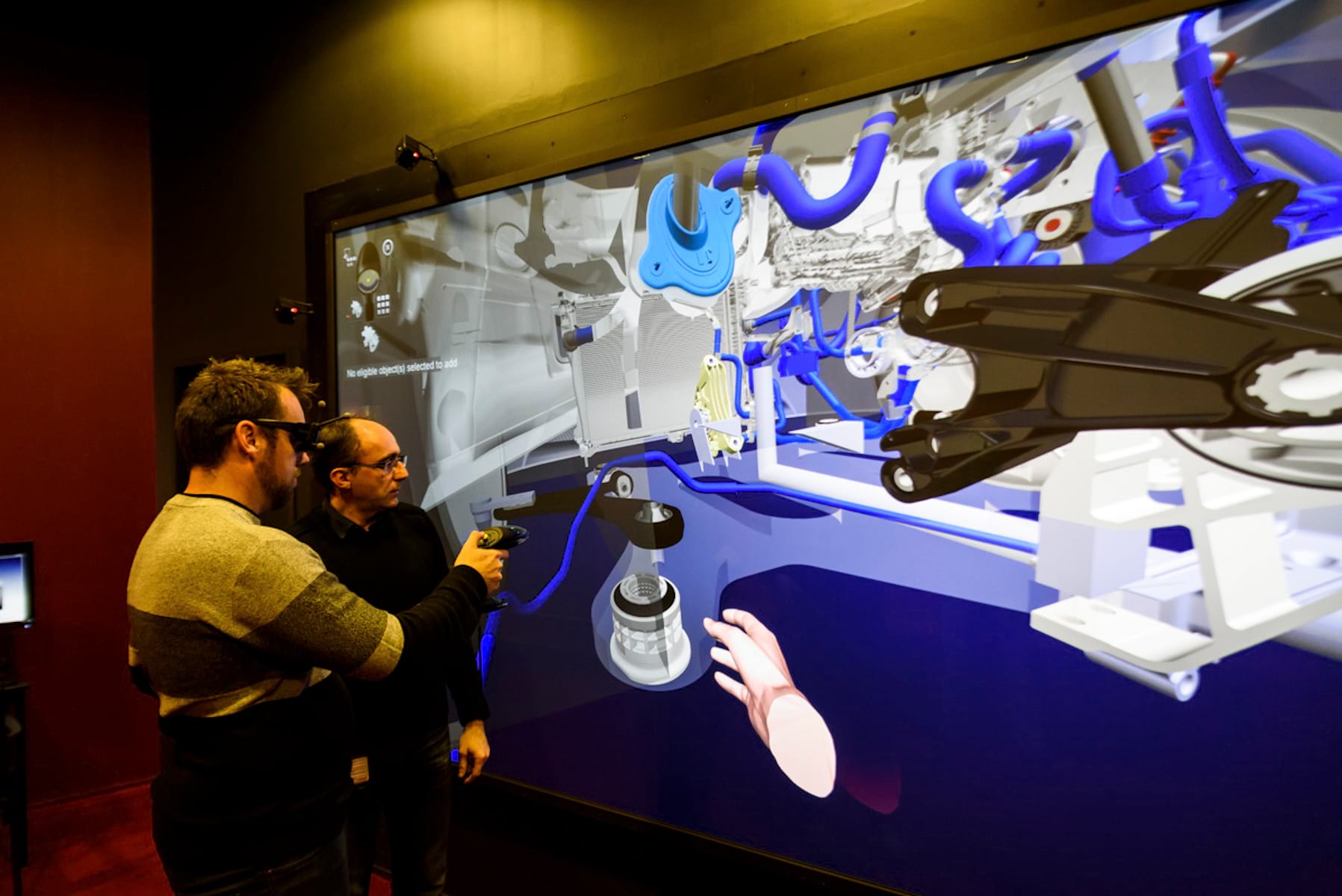
I’m here under the pretence of finding out how you turn various amounts of natural and artificial rubber, carbon black, Kevlar and nylon mesh into a mountain bike tyre, but I’m getting somewhat distracted by things that on the face of it have absolutely nothing to do with bikes whatsoever. I mean, moments earlier I was in the smaller of the two virtual reality studios, crawling through the manifolds of a small family car and slicing it apart on multiple planes to see what exactly what sized gaskets are needed to effectively deaden road noise.
But what’s this got to do with tyres?

It’s just before lunchtime in the middle of a day-long flying visit to Hutchinson (I was in the country for barely 25 hours from landing to take-off), and we’re being shown around the 507 Fab House. An old paper mill that burnt down in 1869, it was rebuilt by none other than Gustave Eiffel and today serves as Hutchinson’s innovation centre. After the inescapable grime, noise and heat of the tyre factory proper, it’s a welcome relief – all exposed brick, restored steelwork and polished wood. Full of modern art, VR studios, conference rooms, a lecture theatre-cum-cinema, not to mention a very fine restaurant, at its centrepiece sits Hutchinson’s ‘grand table’. This is where it all falls into place and becomes crystal clear why we’ve been treated to this showcase of technology so far removed from the humble mountain bike tyre.
Rubber.

The showroom is full of it. Whether it’s high-end automotive window seals, helicopter rotor dampers with built-in end of life sensors, lottery balls, or O-rings critical to European Space Agency missions, it’s there. Not to mention scooter tyres, run flat tyres for the military, or just plain old bike tyres… if it can be made out of rubber, Hutchinson probably knows how to. It’s what the company was founded on way back in 1853 when the American Hiram Hutchinson took advantage of an industrialisation initiative promoted by Napoleon III and upped sticks to France. Somewhere along the way he acquired the rights to the process of vulcanising rubber from Charles Goodyear, and on arriving in France took over an abandoned paper mill where he started the production of rubber boots and shoes. By the time Hutchinson turned its attention to bicycle tyres in 1890, Hiram had returned to the States (handing the reins over to his son, Alcander), and the company had expanded to producing tents, camp beds, boots, water bottles and horse harnesses, along with 5,000 pairs of shoes a day, from three sites across central Europe.
Among the old adverts and posters decorating the building is a cartoon from 1911 of a knife-grinder sharpening his blade on the tyre that is ‘stronger than steel’ (it’s nice to know that there has always been a bit of creative licence when it comes to marketing).
Mixing it up.
Our tour began in a small meeting room just off the factory floor next to the offices where the design team would normally be found (as it is, they’re all away so we don’t get to see them in action). A short safety briefing outlines the dos and don’ts of today’s visit, and some rather natty slip-on steel toe capped shoes (rubber, of course) are handed out. In spite of it being less than a week before the holidays and with some of the office staff being away, production is still in full swing throughout the rest of the factory.

Our first port of call is across the yard in the rubber mixing plant, where varying quantities of natural and synthetic rubbers, carbon black, sulphur and other plasticising agents are heated, mixed, rolled and drawn out again and again to produce roughly 40 tonnes of rubber compound a day. Giant containers of up to 30 raw materials sit, waiting to be thrown into the two heated cylindrical machines that are described to us as oversized cake mixers. In spite of the crisp early morning outside, inside the factory it is hot, noisy and surprisingly humid – the natural rubber has to be stored at 60% humidity to prevent it from drying out and has its own special sealed-off storeroom. The air is also thick with not unpleasant pungent smells emanating from the raw materials, yet is surprisingly dust free – in spite of the large quantity of carbon black in use, huge extractors do an excellent job of keeping things clean.
Moving back across the yard, we return to the main factory where all the independent elements are brought together to form a tyre. We pass two beading machines – one weaves individual Kevlar threads into a flexible bead, while the other twists strands of wire together for budget and automotive tyres (the process for making scooter tyres is practically identical to that of mountain bike tyres and happens side by side in the same factory). As with a lot of what we see on our tour, Alex asks that no photos are taken of this Kevlar beading set-up as it’s proprietary to Hutchinson, even though to my untrained eye it just looks like a barely controlled spider’s web of thread.

Next, we get to see some of our rubber from earlier that will become the tread. It’s already drawn out into a continuous thin strip and after being checked for thickness is coated on one side with glue and stacked neatly onto pallets. Turning a corner, we are faced with towering racks of metal cases, tagged with familiar names – Taipan 29×2.10, Toro 27.5×2.25, and Toro 27.5×2.35 (the winner of the ‘most durable’ award from our mammoth technical trail tyre test from last summer). These are immediately recognisable as the moulds which form the tread, but what’s not clear at this stage is how they are used. And anyway, before we can do that, we need a casing to stick the tread to.
At the heart of a tyre casing is a nylon mesh, and modern tyres have either 60 or 120 threads per inch (a higher thread count means less rubber can be used and makes for a lighter, more supple tyre). In a side room from the main factory and on a machine dating from 1910, the nylon mesh and heated rubber are calendered together between heavy steel rollers. While some machines can do both sides at once, this one can only coat the mesh one side at a time, so each batch requires two passes. But the process works, and has done for over 100 years so there’s no need to upgrade just yet.

This rubber backed nylon is then cut at 45° for strength and joined together to form a long thin roll, ready for one of the most impressive things I’ve seen all day.
Bringing it all together.
With all the individual components completed, we arrive at the most labour-intensive and captivating part of the processes – row upon row of women (for they apparently have more dexterous fingers and are better suited to this delicate work) pull the casing, tread, and bead together with (literally) laser-guided accuracy and speed: first the casing is wrapped around a steel drum and cut to length, then the bead is laid on top. In a flash, the edges of the casing are folded over the bead, and the tread is applied. A quick check for any errors, and the logos are stuck on. From start to finish, the whole process takes less than a minute and the tyres quickly rack up next to us.

At this stage in the proceedings, the tyres do look slightly odd though – while the casing says Toro, they’re devoid of any tread pattern and, as such, look like super-wide road tyres. Having said that, they’d be fairly useless if you tried to fit them at the moment – the rubber is still soft and is in need of vulcanisation.
Way back in the middle of the 19th century, Charles Goodyear discovered that by applying heat and sulphur to rubber, the resulting material was more durable, less sticky and had a wider range of uses than natural rubber in its raw state. Hiram Hutchinson gained the rights to this process from Mr Goodyear himself and the rest, as they say, is history. Today, the process takes place on a huge scale and rows of nearly finished tyres are placed inside a large steam press where heat and pressure are applied, forcing the previously shapeless hoops of rubber, nylon and Kevlar into their waiting moulds. They emerge several minutes later to a chorus blast of steam and every tyre is checked again for manufacturing defects before being whisked away for packing and distribution.

Before we leave the factory and break for lunch, there is one last room we need to see – this is where some unfortunate tyres are tested to destruction and beyond. Inside this veritable tyre torture chamber are instruments to test rolling resistance, tubeless sealing, the effects of the atmosphere on the rubber, and puncture resistance. Racks of tyres, rims, and wheels line the walls, and behind a heavy steel door with a tiny circular window lurks a sinister looking contraption designed to test the pressure holding capabilities of a tyre. If you’ve ever had a tubeless tyre blow off the rim on installation, you’ll know precisely why the door is there.
Research.
After lunch, we make our way through a security gate, deeper into the heart of the compound, and a crudely prepared sign greets us as we approach the doors of Hutchinson’s research facility: “Téléphones et appareils photo interdits”.

Our guide Alex glances nervously at me and my cameras – I’d been snapping away merrily until this point, and so I begrudgingly stow them in my bag, promising not to take any more photos without asking permission. His concern is understandable – while the factory makes tyres using fairly industry standard equipment and practices, things are about to step up a level or three. The research facility we’re about to enter serves as the central hub for Hutchinson’s worldwide R&D functions, and when you’ve got a group turnover of €4.5b with €140m investment in R&D per year, there are going to be a few cards you’ll want to keep close to your chest.
Inside, the change in atmosphere is pronounced – these scientists care not for marketing speak or race victories, but are driven by knowledge and the quest for finding out as much about rubber as is humanly possible. To aid them in their search there are labs dedicated to the chemical analysis of rubber and other materials, with high-resolution X-ray scanners for non-destructive testing deep inside a sample. A nuclear magnetic resonance scanner (similar to an MRI scanner, but for lumps of rubber), sits in another lab on its own, ready to analyse the structure of a quality control sample while electron microscopes are used to look at surface impurities. Hutchinson has also developed its own software to work alongside the electron microscope, with the goal of being able to identify grades of carbon within a sample.

There are static load tests, fatigue tests and many more. Very soon, I’m overwhelmed and begin to question what the point of all this is and how it relates to bike tyres. The answer is simple – the scientists work to develop new compounds for tyres, whether that’s better grip, lower rolling resistance or more durability. And because it all takes place on the same site, communication between the design teams and the chemists is better and lead times are reduced.
Nearby in the Composite Technical Centre (CTeC), we are greeted by an eccentric looking computer scientist who takes great delight in showing off Hutchinson’s two supercomputers, which are used for modelling the fluid dynamics of tyres amongst other things – we were treated to a simulation of a tyre deforming over a rock and rebounding over and over and over and over and…
Trapped in the (an)echo(ic) chamber.

Dedicated to the development of new composite products and materials, the CTeC is where we now get to see one of the 3D vehicle models we explored earlier in the day, but in real life. In particular, Hutchinson is keen to point out how the addition of a small hole in the steering column (of a car) can cut down on transmitted vibrations and noise to the cabin. To accurately measure the results of this, they’ve got an anechoic chamber and a reverberation room on site. The room is currently set up to measure aircraft noise and the effects of increased sound insulation in the fuselage, but slightly more relevant applications of the room (to us cyclists) are recording noise levels of different tyres.
And that’s pretty much where my whirlwind tour ends. I came all this way to find out how Hutchinson makes tyres (as that’s all I thought it did), and I have done so, but it turns out it does a lot more.

So it’s time for me to return my rubber safety shoes, say goodbye to Alex, and drive back to Charles de Gaulle Airport, where I’ll board my fifth plane in 24 hours, except that this one will have a full complement of crew, seats and a pilot…




James Vincent’s flights and accommodation were provided by Hutchinson Tyres.