Frank Stacy has been working exclusively as tyre designer and consultant under the Trek banner (Bontrager is part of the Trek family of bike brands) for around 3 years now. Before that he was the guy behind all of Specialized’s range of tyres, so his pedigree is long. He’s also designed tyres for motorbikes and off road vehicles. His official title is ‘Director of Bontrager Tire & Rubber Technology’.
With the launch of Trek’s new Remedy and Fuel 29rs he’s had a busy year so far coming up with the tyres for them and last week, in his garage/R&D office, just outside Phoenix, Arizona he showed us his latest Patent Pending tyre design for the SE4 Team Issue (SE stands for Super Enduro) which is an updated version of the popular XR4 tyre featured in our tyre grouptest in Singletrack issue 82.
Warning! Tyre Geekery Content Ahead!
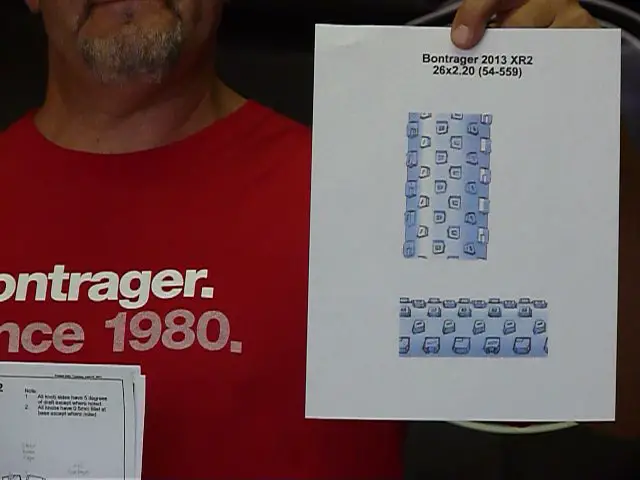
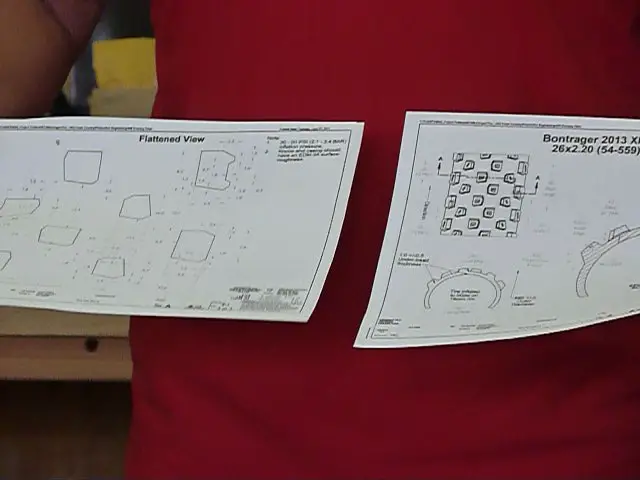
Frank told us he had done something different enough with his latest tyre that it was worthy of a new Patent, which is apparently now pending, but before he could tell us about that specifically he reckoned he needed to educate us all on just how a tyre is made. With the aid of a presentation booklet of factory images and a home made jig he had set up in his garage, he did just that.
Turns out it’s more complicated than you think (isn’t it always) and that a surprising amount of the construction process of bike tyres is actually done by hand. In fact Frank told us that the only tyres completely constructed by machine are made by Pirelli for F1 cars.
Making Tyres
The starting point of a tyre is the casing material. This is the bit you see inside the tyre that the tube (or not) makes contact with. A strip of casing is wound around a specific collapsable drum (it needs to collapse so you can get the tyre off when it’s ready) and then after the bead is fitted on the SE4, extra reinforcing strips known as sub tread are laid out. Once this is done the tyre heads to the mold to have the tread applied. It takes about 10 minutes in the mold to create a tyre and the mold itself will cost around $5000 dollars to produce. If a tyre is going to be produced in high quantities then up to half a dozen molds will be needed in order to produce enough tyres quickly and that’s where the costs start to rise. A high selling tyre will have a mold cost of around $25k in addition to the cost of materials and the labour costs of hand assembly. And that’s why tyres cost what they do.
SE4 – “Core Strength”

Now, Frank has taken a part of that process and changed it a bit to come up with the SE4. His change is at the sub tread stage. Normally the sub tread would just be a complete piece of material like nylon that is laid over the top of the casing – It’s a popular inclusion on DH tyres for example. This reinforces the tyre all across it’s width (On the SE4 this increases cut resistance by a claimed 152%). What Frank has done though is split that entire piece into three strips with two 5mm gaps between them. The gap is positioned carefully to lie just under the shoulder of the tread. The result is a flexible 5mm strip (the ‘hinge’ reference) on each side of the tyre. It’s protected from damage by the shoulder tread itself and this flexible strip is designed to allow the tyre to flex vertically so it will track the ground better and hence give a smoother ride with more traction.
The theory sounded impressive and Frank certainly has the background and experience to suggest he’s not just making it up. But does it actually work? Well as it happens we’ve been given a pair to test in some real Yorkshire grit and we’ll let you know the results as soon as we have them.
The SE4 tyre range will be available in the next month. Pricing? Frank didn’t say but he warned that due to the extra process of applying three sub tread strips instead of just one they wouldn’t be cheap – but you guessed that anyway, right?











sounds like an expensive solution to a minor problem
I’ll have a pair please lol
Never understood why it costs just over double the price of a top of the range MTB tyre for a tyre for my pick up that will do up to 30 k miles if not more and has to withstand way more hammering than a bike tyre.
We’re being ripped off with £50 MTB tyres and no mistake!