- This topic has 28 replies, 16 voices, and was last updated 6 years ago by kayak23.
-
Metal guru, is it you? CNC aluminium cutting help needed!
-
kayak23Full MemberPosted 6 years ago
Wa gwan.
I know there are some pretty talented machinists around these parts and so I was hoping that I might be able to get some tips as to why my first attempt at CNC routing some aluminium went so wrong, so quickly… 😐
I’ve been trying to design and make myself a nice little custom speedometer and warning light cluster bracket/housing for my old motorcycle.
I’ve drawn it all up in Vcarve and cut out about a million test versions in 3mm acrylic, tweaking the design as I go(turns out my top fork yoke isn’t truly symmetrical) and got to something that I was quite happy with. See below. [url=https://flic.kr/p/Xn46Rc]Untitled[/url] by [/url], on Flickr
[url=https://flic.kr/p/Xn46Rc]Untitled[/url] by [/url], on Flickr[img]https://farm5.staticflickr.com/4422/35941313550_49bd340503_c.jpg[/img][url=https://flic.kr/p/WL1CkQ]Untitled[/url] by [/url], on Flickr
[img]https://farm5.staticflickr.com/4329/36348650065_a4a3685e28_c.jpg[/img][url=https://flic.kr/p/Xo1kic]Untitled[/url] by [/url], on Flickr
[img]https://farm5.staticflickr.com/4338/35539829733_6cfbe60f0b_c.jpg[/img][url=https://flic.kr/p/W9wVc4]Untitled[/url] by [/url], on Flickr
[img]https://farm5.staticflickr.com/4301/35951523540_46e3a5327a_c.jpg[/img][url=https://flic.kr/p/WLUXq9]Untitled[/url] by [/url], on Flickr
So the real version was to be cut from 4mm thick (T6 I think….I’m a wood guy) aluminium and I am ‘dry cutting’ it on a cnc router table.
I did a bit of research first and came to the conclusion that for dry cutting I needed a carbide cutter and some sort of dry lubricant.
The company I bought the cutter from agreed with this and suggested this 4mm downcut spiral carbide cutter and to coat the ally in wax which would help to lube it.Anyway, long story short, two 6mm holes in, the cutter snaps as you can see in the below video.
[video]http://www.youtube.com/watch?v=WBEhoWDnd_g[/video]
So what am I doing so fundamentally wrong?
Carbide cutter
Slowed down feed speed
Lubrication of a fashion
Blast of air to clear chipsJust before it snaps you can see the cutter bend, suggesting that it isn’t really cutting but dragging its way through.
Any ideas machinerists?
Should I have bought an upcut rather than a down?legendFree MemberPosted 6 years agoAny reason for not just drilling the 6mm holes? Feed didn’t exactly look slow in the video
That’s all I’ve got
JAGFull MemberPosted 6 years agoGotta be rate of cut.
Reduce the feed rates and the depth of cut and it will take longer but won’t break the tool 8)
tillydogFree MemberPosted 6 years agoI didn’t think you were supposed to drill holes with a down-cutting bit? I thought you were supposed to make starter holes (with a drill bit, etc.) and then use the down-cutter to profile them. (IANAG)
SpeederFull MemberPosted 6 years agoTOO FAST!
You can see the cutter flexing – carbide doesn’t bend (much) and will just snap.
I can’t tell from the image but are you plunging straight to depth or taking a few passes to get there? Looking again it seems as if it’s going in a bit at a time but it’s still to fast or too deep. Reduce drop or feedrate and you should be fine.
There’s no reason that you shouldn’t be able to do this if you take it slow enough but I’m guessing that the wood based cutting routines won’t be ideal for aluminium.
You did buy more than 1 cutter didn’t you?
SpeederFull MemberPosted 6 years agotillydog – Member
I didn’t think you were supposed to drill holes with a down-cutting bit? I thought you were supposed to make starter holes (with a drill bit, etc.) and then use the down-cutter to profile them. (IANAG)As with most things the answer is, it depends – any cuter will take a bit of downward cutting but you generally want to spiral plunge and a decent (metal) CNC program would be able to do this – I can’t speak for wood ones but I’m guessing you can get away with it a lot more so they’re less sophisticated.
Also It won’t like the dry cutting much and you may get a build up of aluminium on the cutter where it’s melted but that will depend on the grade of ali as much as anything.
I should caveat this with “I haven’t machined anything in about 15 years so I’m a bit rusty” but I’m sure Stevied will be along in a bit to give better advice.
porter_jamieFull MemberPosted 6 years agodata
diameter of cutter, how many flutes
depth of cut
rpm
feed rate in mm/minim guessing 6mm cutter you want to be running that at 10000 or something
i would not be running it at full depth and i would be taking it steady as im assuming you only got 2000rpm or so? start at 250mm/min at 1mm docporter_jamieFull MemberPosted 6 years ago4mm cutter, i’d go even slower – flat out rpm and maybe start at 100mm/min
porter_jamieFull MemberPosted 6 years agowhat do you mean by downcut? does it force the swarf into the hole? thats no good
zilog6128Full MemberPosted 6 years agoMy very limited experience of CNCing alu is that it’s a whole lot more complicated than wood (where you can get away without really knowing what you’re doing!) and it was not successful at all! Not actually fired mine up for ages now. Would happily sit in on an STW CNC virtual masterclass!
maxtorqueFull MemberPosted 6 years agoLots and lots of luvbe / coolant, or, very very sharp tools, high spindle speed, and a light cut.
Every time you see someone cutting ally, you’ll notice the amount of coolant / lube used, to prevent the tool burring and then melting, rather than chipping the work piece away.
kayak23Full MemberPosted 6 years agoYou did buy more than 1 cutter didn’t you?
Uh….yeah, sure! Of course I did… 😳
I can’t tell from the image but are you plunging straight to depth or taking a few passes to get there?
It’s a 4mm cutter and the smallest hole it’s cutting is 6mm, so as it cuts it is taking a spiral path.
I didn’t think you were supposed to drill holes with a down-cutting bit?
Although technically I wasn’t drilling holes(6mm hole created by 4mm cutter in spirals) I defo think that I bought the wrong cutter and should have bought an upcut.
oh is it centre cutting cutter? post a pic of it
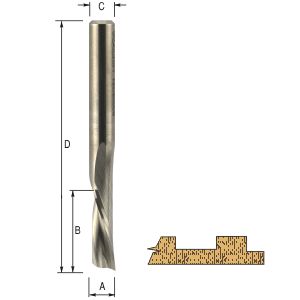
Very, very hard to photograph as it’s so small but it’s a single flute spiral downcut bit plus you can’t see it properly now as it’s sheared at the cutting edge as well as snapping in the collet.
[url=https://flic.kr/p/W8FFD1]Untitled[/url] by [/url], on FlickrIt’s one of these in carbide.Looking at the pic, and at my cutter, despite being described as a downcut, I think it’s an upcut if you look at which way it turns and the orientation of the spirals.
4mm cutter, i’d go even slower – flat out rpm and maybe start at 100mm/min
Yes I thin the feed speed was defo too high. I thought perhaps ally wants a slightly lower spindle speed so as to get less heat/rub?
what do you mean by downcut? does it force the swarf into the hole? thats no good
I think one of my mistakes is there. Downcuts are really for things where the face showing, is the ‘good’ face, such as melamine worktops where you want forces directed downwards where they’re supported. Obviously not applicable in this case.
I’ve since dug out a 6mm 4-flute upcut spiral cutter made from HSS and done another trial cut.
It’s cutting a hell of a lot better but still not knife through butter-type stuff.
This time I slowed it waaaay down and I also gave it the odd mist with WD40 which seemed to help.Slowed the spindle speed down a little too.
[video]http://www.youtube.com/watch?v=TgZp00Bct0o[/video]
Because it’s now a 6mm cutter and I’m cutting 6mm holes, I am using a drilling toolpath instead of a routing one and it is taking ‘peck cuts’ so in/out/in/out 0.5mm at a time. This seems to work relatively ok but the cutter did momentarily have a little skate before it bed in.
I really just don’t think the cutter is cutting that well for some reason…
Lots and lots of luvbe / coolant, or, very very sharp tools, high spindle speed, and a light cut
I’ve got to go a bit easy on the lube as it’s a woodworking workshop and I can’t drench the router table with oil, but I will certainly keep at it with a little WD40 as it seems to help.
I’ll also try whacking up the spindle speed again, but keeping the feed dead slow.
Cheers for the suggestions folks. 🙂
sbobFree MemberPosted 6 years agoOriginal attempt was far too fast a feed rate, especially as you’re starving the (wrong) tool of coolant. 🙂
I’ll also try whacking up the spindle speed again
This won’t necessarily help. There will be a correct spindle speed for the combination of feed rate, tool type, material et cetera. Can’t really diagnose over t’web.
Why not use a drill to drill the holes btw?
ETA: well done though, you seem to be doing a grand job with completely the wrong tools! 8)
joshvegasFree MemberPosted 6 years agoIf you lob a 90kg magnet in and hit something that weights 89kgs
Are you then stuck with it being too heavy to lift and to strong a grip to yank it free?
wwaswasFull MemberPosted 6 years agoIf you lob a 90kg magnet in and hit something that weights 89kgs
Are you then stuck with it being too heavy to lift and to strong a grip to yank it free?
That’s the OP’s answer, right there.
maxtorqueFull MemberPosted 6 years ago^^^ er, i think the thread you’re looking for is over there >>>>>>>>>
fasthaggisFull MemberPosted 6 years agoKayak..
You sure it’s T6?
Even with the best cutters’n’coolant,some of the cheap sheet stuff cuts like soft cheese.marcus7Free MemberPosted 6 years agoThink you have problems I’m routing with a 0.4mm cutter at this moment!!!! (Tbf the spindle is running at 120,000 rpm)…..
joshvegasFree MemberPosted 6 years agowwaswas – Member
If you lob a 90kg magnet in and hit something that weights 89kgsAre you then stuck with it being too heavy to lift and to strong a grip to yank it free?
That’s the OP’s answer, right there
Happy to be of assistance!
sbobFree MemberPosted 6 years agoThink you have problems I’m routing with a 0.4mm cutter at this moment!!!!
Engraving doesn’t count! 😛
bigdeanFull MemberPosted 6 years agoIs there a slight irony that it would be easier to cut out of a sheet of carbon fiber?
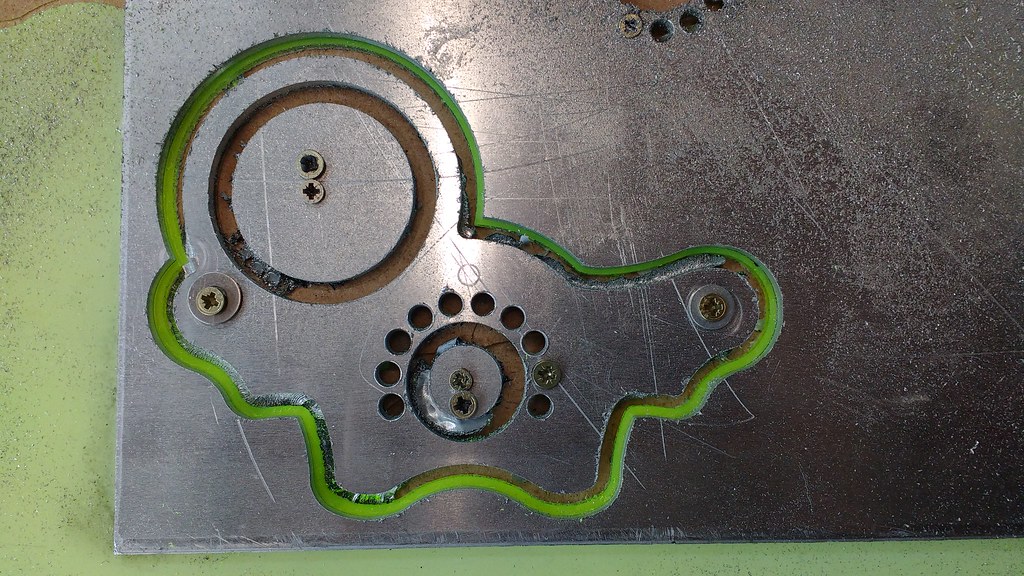
kayak23Full MemberPosted 6 years agoWell, right tools or wrong tools, I got her done….
It worked a lot better with the 6mm cutter when I slowed it right, right down and kept misting the cutter with WD40. I put the spindle speed back up too.
[url=https://flic.kr/p/W8TKBN]Untitled[/url] by [/url], on Flickr[img]https://farm5.staticflickr.com/4357/35971470090_080eb1ca8c_b.jpg[/img][url=https://flic.kr/p/WNFbQb]Untitled[/url] by [/url], on Flickr
[img]https://farm5.staticflickr.com/4401/36323803256_566894a878_b.jpg[/img][url=https://flic.kr/p/XkNZcW]Untitled[/url] by [/url], on Flickr
[img]https://farm5.staticflickr.com/4335/35560087733_8a2f3125f0_b.jpg[/img][url=https://flic.kr/p/WbjKbV]Untitled[/url] by [/url], on Flickr
[img]https://farm5.staticflickr.com/4360/36232019681_18970acff7_b.jpg[/img][url=https://flic.kr/p/XcGz9v]Untitled[/url] by [/url], on Flickr
It looks dope now so am pleased 🙂
The only mild issue is tolerances, in that the little clip-in LED housings just drop in now. There’s no snap, so I’ll have to epoxy them in I think. But I would probably have done that anyway to be fair.A dude on the Vectric (CNC software) forum I also asked on had this to say…
Get a single “O” flute UPCUT bit, cut your feedrate in half, maybe more. Use an inside profile, spiral ramped option at about .030 pass depth on the tool
He made this video so probably knows what he’s on about…
[video]http://youtu.be/FdyZLi6phVI[/video]
sbobFree MemberPosted 6 years agoGreat choice of music.
Well done for completing the job.
Always interesting to see how other people machine stuff, the merkins never seem to like tool changes.
Starting to miss my 60 tool Mazak now, been years since I’ve cut metal.mickmcdFree MemberPosted 6 years ago4mm cutter should be spinning about 23k because you only have one flute that means your feed will need to come down to around 300mm a min as oppose to what looked like 1m a minute in your video
we feed 3 flutes full depth of cut at over 2m a min with no issues for profiling and run at 5mm DOC with 1m feed for slotting (what you were doing) the thinking behind using a 1 flute is fine for plastics , less flutes give you more time to evacuate the chip but at the same time increase the load on each flute as it feeds into the material, Over many years I’ve found 3 flutes to be savages 4 flute high helix the mirror finisher and anything else with more flutes to just load up and eventually fail
your slotting so you need more then one flute for down feeding unless using helical entry and thats maybe 150-300mm a minute depending on how gummy (cheapshit asian aluminium)it is
also remember when using MQL (the least amount of lubrication, mist etc) you are running the risk of built up edge in aluminium on any cutter, thats where it melts glues itself to the edge and your basically us ploughing the material out of the way rather than cutting theses basically going to lead to a failure of the cutter as the load increases


The topic ‘Metal guru, is it you? CNC aluminium cutting help needed!’ is closed to new replies.